Сварочные аппараты подразделяются на три основных вида – выпрямители, трансформаторы и инверторы. Кроме них, существуют также полуавтоматы, генераторы (оснащаются бензиновыми и дизельными электрическими генераторами) и другие виды промышленных аппаратов.

Сварочные трансформаторы
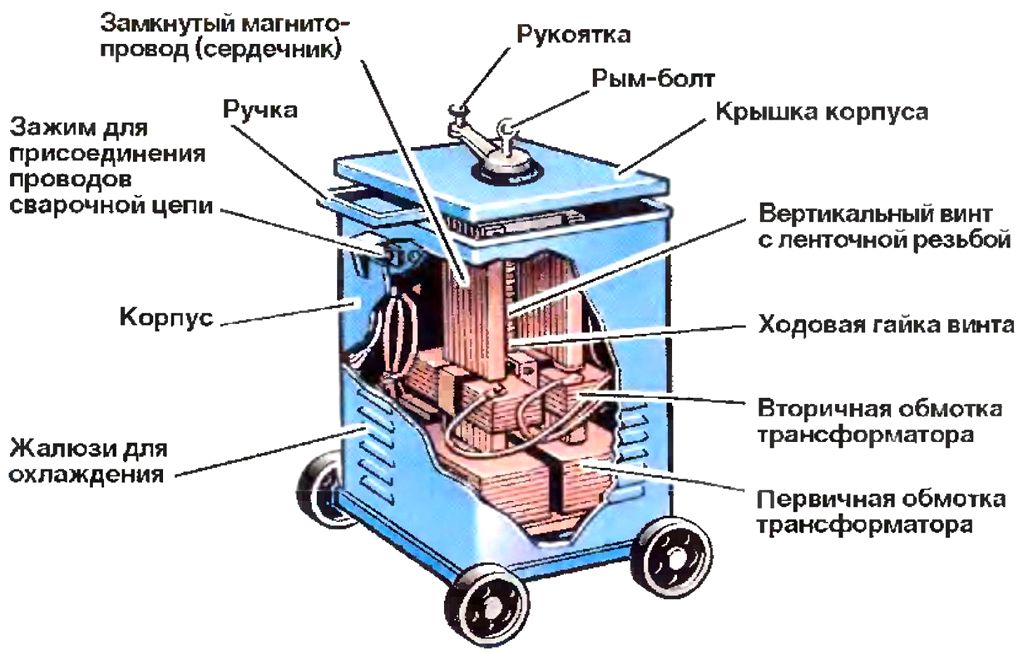
Трансформатор представляет собой устройство, которое преобразует переменное электрическое напряжение во входной электросети в напряжение для электрической сварки. Главная его часть - силовой трансформатор, снижающий входное напряжение до уровня вторичного (от 50-ти до 60-ти В).
Чтобы ограничить электроток КЗ и стабильное горение дуги, у сварочного трансформатора должна быть круто падающая внешняя вольт-амперная характеристика. С целью её достижения применяют трансформаторы, характеризующиеся повышенным уровнем рассеяния. В результате сопротивление в случае короткого замыкания превышает у них уровень сопротивления обыкновенных силовых трансформаторов. Или в цепь, в которую подключен трансформатор, имеющий нормальное рассеивание, включается реактивная катушка, имеющая высокий уровень индуктивного сопротивления - так наз. дроссель (она может включаться в цепь не вторичной, а первичной обмотки, в которой ток меньше). В случае возможности изменения индуктивности дросселя путём её регулирования изменяется форма наружной вольт-амперной характеристики устройства, а также электроток дуг I21 и I22, который отвечает напряжению этой дуги, обозначаемому Uд.
Силу электротока возможно регулировать в сварочном трансформаторе путём изменения индуктивного сопротивления электрической цепи (так наз. амплитудное регулирование, подразумевающее нормальное либо повышенное магнитное рассеяние) либо при помощи тиристоров (так наз. фазное регулирование).
В тех трансформаторах, в которых осуществляется амплитудное регулирование, требуемые характеристики сварочного тока создаются посредством передвижения катушек либо магнитных шунтов, либо при помощи реактивной катушки. В этом случае не происходит изменения синусоидальной формы переменного электротока.
Возможно обычное переключение числа задействованных витков в трансформаторной обмотке с целью снижения напряжения на холостом ходу со снижением сварочного тока.
Трансформаторы, оснащённые фазовым регулированием, конструктивно включают в себя:
Фазовая регулировка сводится к трансформации синусоидального электротока в форму знакопеременных импульсов, чьи продолжительность и амплитуда зависят от угла (фазы) включения тиристоров.
Тиристорный фазорегулятор даёт возможность получить аппарат для сварки с характеристиками, в лучшую сторону отличающимися от таковых у трансформатора, оснащённого регулировкой амплитудного типа. В сложнейших схемах управления создаётся переменный электроток, имеющий прямоугольную форму. В этом случае достигается высокая скорость прохождения электрического импульса сквозь нулевое значение, в результате сокращается время пауз (характеризующихся отсутствием тока) и увеличивается стабильность процесса горения дуги, а также уровень качества сварного шва.
Сварочные выпрямители
Аппараты данного типа превращают переменное напряжение электросети в постоянное электрическое напряжение, необходимое для сварки. Есть немало разных схем устройства таких выпрямителей, подразумевающих разные механизмы формирования выходных характеристик электротока и напряжения. Применяются различные методы регулировки электротока и формирования вольт-амперных параметров выпрямителей. К этим методам относят изменение параметров трансформатора, применение дросселя, регулировку фаз при помощи транзисторов, а также тиристоров. В простейших аппаратах электроток регулируется при помощи трансформатора и выпрямляется с помощью диодов. Силовая часть этих аппаратов включает трансформатор, выпрямительный блок с неуправляемыми вентилями и сглаживающий дроссель.

Трансформатор в схемах такого типа снижает напряжение, формирует нужную внешнюю характеристику и регулирует режим. Более совершенным типом устройств являются выпрямители тиристорного типа, в них режим регулируется с помощью выпрямительного тиристорного блока, который совершает фазовое управление включением тиристоров. Нужные внешние параметры формируются путём введения обратных связей по электротоку сварки, а также по выходному электрическому напряжению.
В некоторых случаях тиристорный регулятор устанавливается в цепь первичной трансформаторной обмотки, в такой ситуации возможно создание выпрямительного блока из диодов.
Полупроводниковым элементам, содержащимся в выпрямителях, необходимо принудительное охлаждение. С этой целью на эти элементы устанавливаются радиаторы, которые обдуваются вентиляторами.
Сварочные инверторы
Первоначальное значение самого слова "инвертор" - прибор, преобразующий постоянный электроток в переменный.
Принцип работы инвертора для сварки следующий:

Изменение состояния электротока контролирует блок управления. В новых аппаратах данную функцию осуществляют транзисторные модули IGBT, которые являются наиболее дорогостоящими деталями в сварочном инверторе.
Сварочные полуавтоматы
Эти аппараты осуществляют сварку в среде, состоящей из защитных газов, и имеют механизированную подачу проволоки для сварки.
Конструкция такого полуавтомата включает следующие детали:
Источниками электротока служат выпрямители для сварки либо инверторы. В последнем случае качество сварки выше, как и число свариваемых материалов.
Если у вас нет нужды в периодических сварочных работах, то выгоднее взять сварочный аппарат в аренду.
